Ne znam odakle ti podatak da stampac postize najmanji pomeraj od 0.25mm. U sustini ne znam koliki je najmanji korak, ali 0.25 mi deluje kao jako mnogo. Standardni motori imaju korak od 1.8 stepeni, sto mu dodje na 200 koraka po krugu rotacije. Kod mene na 5god starom Ender-u su koturici na motorima precnika 12mm sa 20 zubaca, ako se ne varam. Znaci ako uzmemo u obzir da je obim zone tockica preko koje prelazi kais 37mm, motor je u mogucnosti da precizno postavi kais 200 jedinstvenih polazaja u tih 37mm. To je 0,1884mm razmaka izmedju pojedinacnih polozaja. Ovo izlaganje uzima u obzir korake motora, a drajveri vec dugo uspevaju da postignu mikro korake, koji ako se ne varam, uspesno uspevaju svaki korak da podele na bar 16 manjih delova (postoje i drajveri koji to rade do 256 mikrokoraka, ali u praksi neke od tih opcija ne rade bas najbolje koliko sam citao). Ali, vec sa 16 mikrokoraka sa 0,1884 dolazimo do pomeraja od 0.011775mm. Ako se ne varam vecina hobi stampaca se reklamira da postize uspesan pomeraj od 0.04mm. Ovo je sad vise neka okvirna matematika, niti sam uzeo ubzir debljinu kaisa, niti tegljenje kaisa, jer je osnovna poenta bila da pokazem da je 0.25 mnogo. Ja kod mene mogu da izmerim razliku konacnih dimenzija predmeta zavsino od toga da li je on nacrtan 0,1mm veceg ili manjeg precnika.
Kod stampe velika preciznost i nije od nekog velikog znacaja jer tecna plastika pod pritiskom ne moze bas da isprati detalje pokretanja do te mere do koje bi to bilo znacajno glodalici, tj. vece su tolerancije koje se mogu kompenzovati na razlicite nacine, pa i povlacenjem plastike u nazad. Primera radi, tebi iz dizne izlazi plasticni valjak precnika 0.4mm (moze manje ili vise zavisno od precnika dizne), ali kada se no pritisne na podlogu, on se malo rasiri, pa postane elipsastog poprecnog preseka, visine (karikiram) 0.3 i sirine 0.5. Time se postize slepljivanje sloja na sloj i prvog sloja na podlogu, ali takodje mogu da se naslone jedan na drugi, delovi koji su stampani previse blizu. Postoji cak i tehnika crtanja, tzv. print in place, gde se neki mehanizam od vise delova stampa sa malim tolerancijama izmedju delova, tako da pre prve upotrebe te veze mogu lako da se polome i da dobijes funkcionalan mehanizam koji je moras da sastavljas.
Ti kad crtas, program za crtanje ne zna cime ces proizvesti deo i da li ces ga proizvoditi, samim tim ne moze ni da te ogranici na nacin koji spominjes. Naravno svaki program za crtanje ima minimalnu dimenziju na kojoj moze da postavi dve paralelne linije i taj broj nije beskonacno mali, ali bar 0.01 ce ti svaka od tih aplikacija dozvoliti. Kada crtas nesto, ti ces obicno nacrtati jednu kockicu, pa ces u slajser softveru podesenom prema tvom stampacu staviti dve kockice jednu do druge. Ja zbog tehnickih ogranicenja mog stampaca predmete postavljam na oko 5mm razmaka jer dobijam glatke bocne povrsine, udaljenost prenosa je dovloljno velika da ce stampac povuci plastiku unazad, napraviti vakuum pri prenosu, pa nece biti curecih mostica (stringing, bridging). Ta podesavanja kada ce da se povuce nazad, pir kojoj udaljenosti, koliko daleko unazad, to su sve funkcionalne celine koje se podesavaju u slajseru, a on na osnovu parametara motora, prenosa, dimenzija radne povrsine, objekta za izlivanje, ... pravi listu G kodova koje stampac samo interpretira red po red.
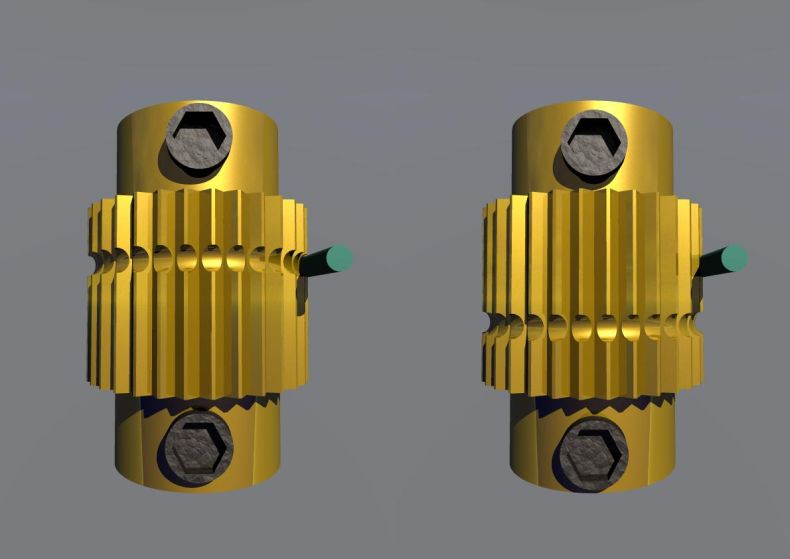
Za kraj,
slika kako izgleda mesingani tockic ekstrudera koga je pojelo oko 20kg plastike (obicne, neabrazivne, pla plastike).




 Re: 3d print, reprap, repstrap, cut&paste, mdf ....
Re: 3d print, reprap, repstrap, cut&paste, mdf ....